Embora as instruções publicadas sejam abrangentes, é possível que não contemplem todas as nuances e situações específicas das operações. Recomenda-se a contratação de um treinamento especializado para aprimorar a compreensão prática do equipamento, esclarecer dúvidas e obter orientações técnicas personalizadas.

Índice
1. Componentes eletrônicos
1.1 — Chave geral
1.2 — Controladora
1.3 — Motor
1.4 — Luminária Led
1.5 — Indicadores de posição
2. Dispositivos e acessórios
2.1 — Trava do eixo
2.2 — Porta pinças
2.3 — Pinças
2.4 — Sistema pressor
2.5 — Ferramentas de corte
2.6 — Torre de seleção de raios
2.7 — Boleador
2.8 — Volantes
3. Operações de usinagem
3.1 — Faceamento lateral
3.2 — Torneamento interno
3.3 — Torneamento externo
4. Ajustes da ferramenta
4.1 — Centro de corte
4.2 — Altura de centro
5. Setup do indicador
5.1 — Ligar/Desligar
5.2 — Zerar posição
5.3 — Alterar a unidade do sistema métrico
5.4 — Configurações
5.5 — Alimentação
6. Manutenção e conservação
6.1 — Lubrificação antigripante e antidesgaste
6.2 — Proteção anticorrosão
1. Componentes Eletrônicos
Componentes eletrônicos são os itens do equipamento que dependem de energia elétrica para funcionar, gerar, transferir corrente ou fazer medição digital.
Habilita a passagem da corrente elétrica no equipamento.
Na parte traseira, plugar o cabo de energia em uma tomada 220v.
Acionar o interruptor liga e desliga (ON OFF) da chave geral.
Determina a velocidade de rotação do motor eletrônico.
Na parte frontal inferior do equipamento, acionar o interruptor liga e desliga (ON OFF) da controladora.
Aguardar aproximadamente 3 segundos até ouvir o click de carregamento.
Selecionar a velocidade desejada utilizando as setas ou na controladora.
A velocidade no display representa a velocidade do motor em RPM.
A velocidade alcança de 200 a 3.000 rpm, com configuração digital de 100 em 100 rpm.
A velocidade a ser utilizada pode variar de acordo com o tipo de operação e ou material.
Velocidades recomendadas:
- Baixa — de 200 a 1.000 rpm — Torneamento de canal e friso.
- Média — de 1.100 a 2.000 rpm — Torneamento interno e externo da maioria das ligas metálicas.
- Alta — de 2.100 a 3.000 rpm — Acabamento fino.
Converte energia elétrica em força motriz.
Na parte frontal superior do equipamento, acionar o interruptor liga e desliga (ON OFF) para funcionamento do motor.
Em caso de risco, acionar o botão de emergência para desligar o acionamento do motor.
Uma vez acionado, o botão fica travado, retido na posição pressionado.
Girar o botão de emergência no sentido horário, para destravamento.
Fornece iluminação direcional na área de trabalho.
A luminária possui base magnética para fixação em superfície metálica e haste flexível para direcionamento da luz de acordo com as necessidades.
Acionar o interruptor liga e desliga (ON OFF) para utilização.
Indicam o posicionamento da mesa de coordenadas do torno.
Para zerar uma posição, pressionar 2x a tecla .
Os indicadores possuem display LCD de visualização contínua, que exibem as medições configuradas em milímetros (mm).
As informações de setup estão na — seção 5.
2. DISPOSITIVOS E ACESSÓRIOS
Sequência de configuração dos dispositivos do equipamento. Para as operações de usinagem, as diferenças residem basicamente no acoplamento dos acessórios.
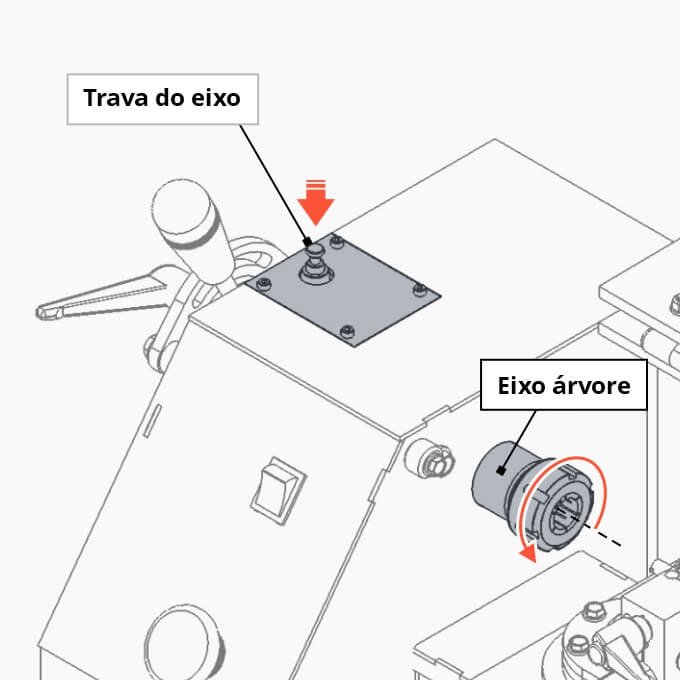
Bloqueia o eixo árvore do torno para possibilitar o cambiamento entre porta pinças.
Na parte superior do equipamento, acionar a trava.
Girar o eixo manualmente até travar.
Após concluir a configuração do porta pinças — item 2.2 — liberar a trava.
Acessório complementar do sistema de fixação dos aros no eixo árvore.
Está incluso 1 par de porta pinças, modelo:
- Fêmea — Acoplamento de pinças externas.
- Macho — Acoplamento de pinças internas.
Selecionar de acordo com as operações de usinagem.
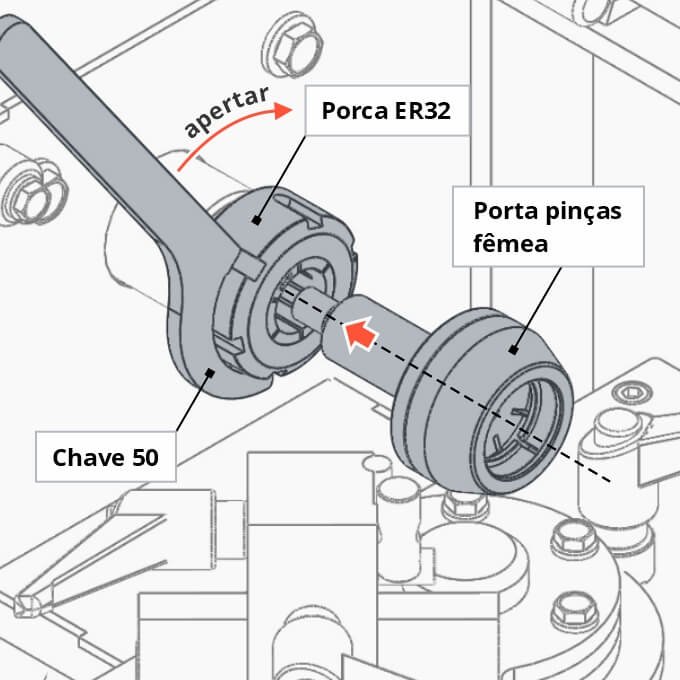
Encaixar o porta pinças selecionado no eixo árvore. Certificar que o porta pinça está encostado na porca de aperto do eixo.
Apertar a porca ER32 com a chave 50.
Liberar a trava do eixo — item 2.1
Acessório complementar do sistema de fixação dos aros no porta pinças.
Está incluso jogo de pinças que contem:
- 11 pinças externas (com 2 lados/medidas) — nº 12 ao 34 — Faceamento lateral e torneamento interno.
- 22 pinças Internas — nº 12 ao 34 — Torneamento externo.
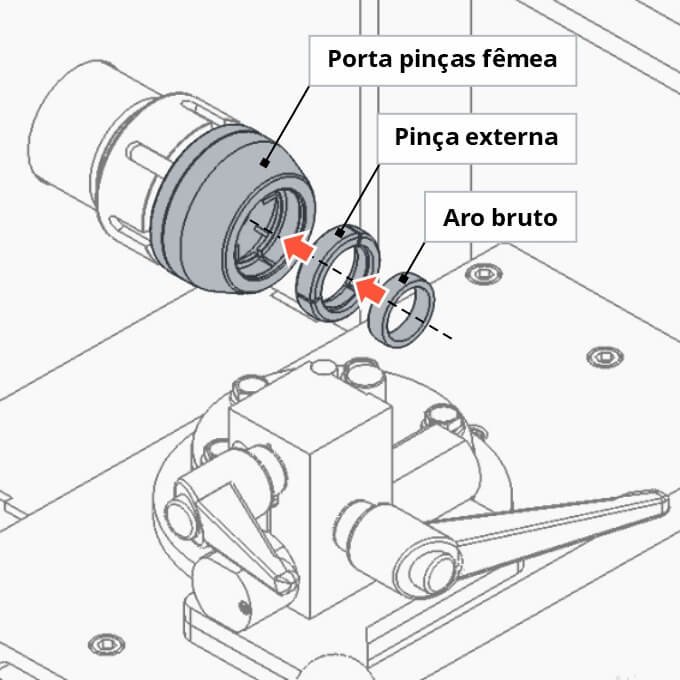
Selecionar o tipo de pinça de acordo com a operação de usinagem.
Encaixar a pinça selecionada no seu respectivo porta pinça — item 2.2
No caso da pinça externa, encaixar no porta pinça fêmea com o rebaixo virado para o lado de fora.
Inserir o aro.
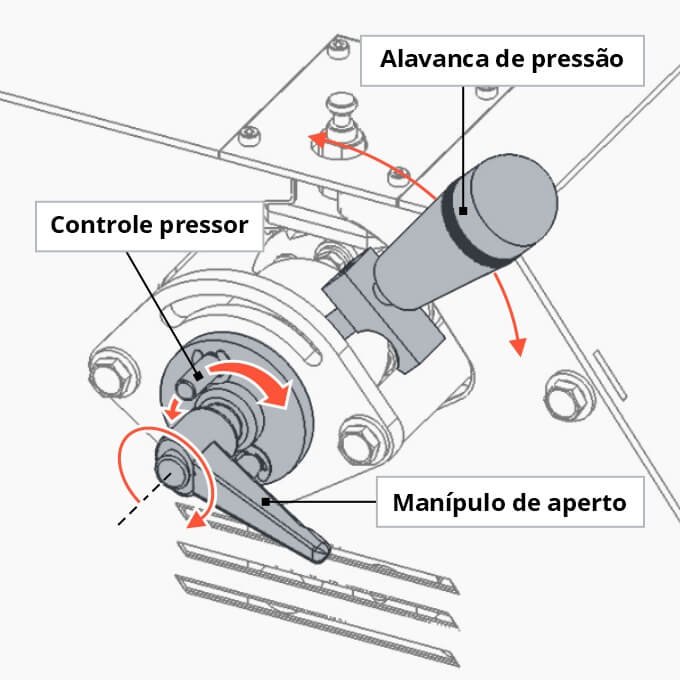
Dispositivo de ajuste da força exercida na pinça para prender os aros.
Para ajustar, acionar a alavanca de pressão (grande) para cima.
Utilizar o manípulo de aperto (laranja) para liberar ou travar o controle pressor.
Girar o controle no sentido:
- Horário — Reduzir a pressão da pinça.
- Anti-horário — Aumentar a pressão da pinça.
Acionar a alavanca de pressão (grande) para baixo e conferir se o aro está firmemente preso.
Concluído o ajuste, utilizar o manípulo de aperto (laranja) para travar o controle pressor.
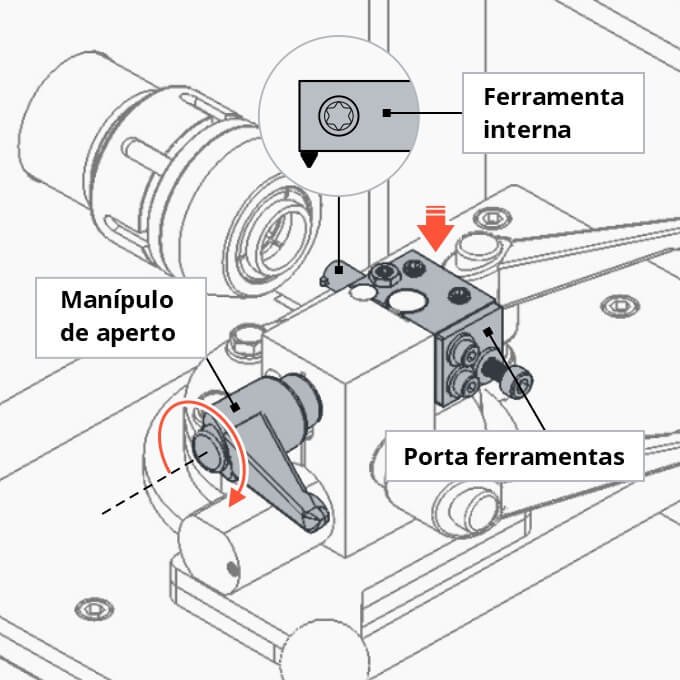
Acessórios responsáveis pela remoção de material no torneamento.
Está incluso 1 par de ferramenta modelo:
- Interna — Faceamento lateral e torneamento interno.
- Externa — Torneamento externo.
Para trabalhos de detalhes externos, utilizar ferramentas adicionais:
- Bedame — Torneamento reto de frisos e canal.
- Angular — Torneamento angular de frisos e bordas chanfradas.
Acoplar o porta ferramentas com a ferramenta desejada na torre — item 2.6
Utilizar o manípulo de aperto (laranja) fontal da torre para liberar ou travar o porta ferramentas.
As informações de regulagem da altura e centro de corte da ferramenta estão na — seção 4.
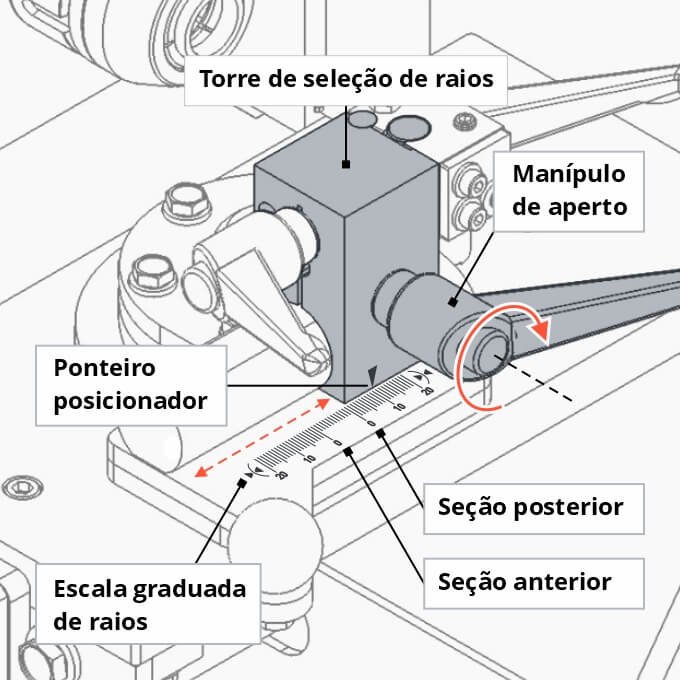
Determina a amplitude do abaulado (leve, médio ou pesado) côncavo e convexo.
A torre possui, em sua base, uma escala graduada com duas seções:
- Seção anterior — Perfil interno côncavo (cava) e externo convexo (abaulado).
- Seção posterior — Perfil interno anatômico (confort) e externo côncavo (carretel).
Para posicionar a torre nas seções da escala, liberar o manípulo de aperto (laranja) lateral, selecionar o raio desejado e travar.
Utilizar os raios sugeridos na tabela gravada (na parte superior) do torno, de acordo com a largura do aro.
Configurar a torre para torneamento:
Interno
- Plano — Posicionar a torre na graduação 0 (zero) da “seção posterior” da escala.
- Anatômico — Posicionar a torre nas graduações da “seção posterior” da escala.
- Côncavo — Posicionar a torre nas graduações da “seção anterior” da escala.
Externo
- Plano — Posicionar a torre na graduação 0 (zero) da “seção anterior” da escala.
- Convexo — Posicionar a torre nas graduações da “seção anterior” da escala.
- Côncavo — Posicionar a torre nas graduações da “seção posterior” da escala.
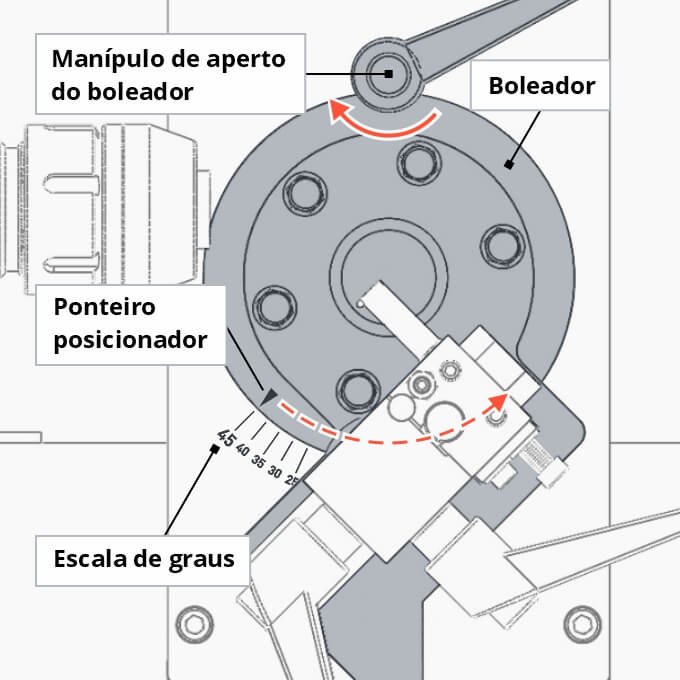
Dispositivo responsável pelo posicionamento angular e do movimento circular da ferramenta.
A mesa do torno possui uma escala de graus (de 0 a 45°), seletivos de 5° em 5°, esquerda e direita.
Utilizar o manípulo de aperto (laranja) da mesa do torno para liberar o movimento circular do boleador, ou travar na angulação desejada.
Configurar o boleador para operação de usinagem:
- Lateral — Travar o boleador a 45° (esquerda) da escala de graus.
- Plana — Travar o boleador na posição 0 (zero) da escala de graus.
- Abaulada — Liberar o boleador para a movimentação circular.
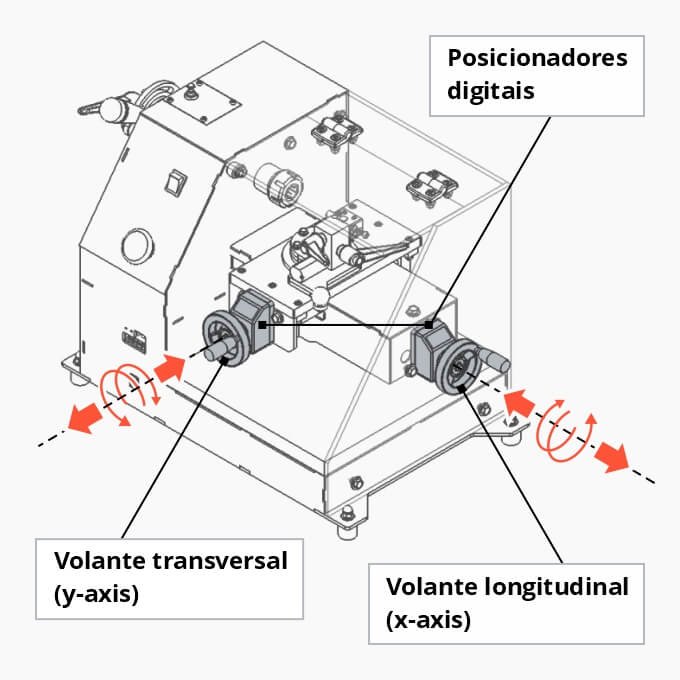
Manípulos de acionamento da mesa de coordenadas, do sentido de avanço e recuo da ferramenta de corte.
Equipados com indicadores eletrônicos de posição — item 1.5
Cada volante controla o sentido de avanço e recuo de um eixo de direção:
- Longitudinal — Movimentar a ferramenta de corte no eixo horizontal (x-axis).
- Transversal — Movimentar a ferramenta de corte no eixo vertical (y-axis).
Girar no sentido:
- Horário — Avançar a ferramenta de corte.
- Anti-horário — Recuar a ferramenta de corte.
3. Operações de Usinagem
O torneamento é um processo de usinagem utilizado para modificar a largura, diâmetro interno e externo, gerar superfícies abauladas (côncavos ou convexos), chanfrados, canais e outros.
Operação inicial da usinagem, para regularizar as laterais na largura desejada.
Para as operações de usinagem, seguir a sequência de configuração dos dispositivos do equipamento — seção 2. As diferenças residem basicamente no acoplamento dos acessórios.
Passo a passo:
Acionar a trava do eixo — item 2.1
Acoplar o porta pinças fêmea — item 2.2
Encaixar a pinça externa com o rebaixo virado para o lado de fora — item 2.3
Inserir o aro.
Liberar a trava do eixo.
Ajustar o sistema pressor para prender o aro — item 2.4
Acoplar o porta ferramentas, equipado com a ferramenta de corte interna na torre — item 2.5
Posicionar a torre de seleção de raios na graduação 0 (zero) da seção posterior da escala — item 2.6
Travar o boleador a 45° (esquerda) da escala de graus — item 2.7
Selecionar a velocidade na controladora — item 1.2
Ligar o motor.
Utilizar os volantes longitudinal (x-axis) e transversal (y-axis) para movimentar a ferramenta — item 2.8
Aproximar a ferramenta de corte até tocar a lateral do aro.
Tornear até regularizar a primeira face.
Remover as rebarbas.
Retirar e virar o aro com o lado usinado para dentro.
Tornear até regularizar a segunda lateral.
Aferir a largura do aro.
Tornear até a largura desejada da aliança.
Operação para moldar nos formatos cilíndrico plano ou abaulado, aumentar o diâmetro interno, de acordo com a medida da pinça interna (ou numeração da aliança) para a operação externa posterior.
Para as operações de usinagem, seguir a sequência de configuração dos dispositivos do equipamento — seção 2. As diferenças residem basicamente no acoplamento dos acessórios.
Passo a passo:
Acionar a trava do eixo — item 2.1
Acoplar o porta pinças fêmea — item 2.2
Encaixar a pinça externa com o rebaixo virado para o lado de fora — item 2.3
Inserir o aro.
Liberar a trava do eixo.
Ajustar o sistema pressor para prender o aro — item 2.4
Acoplar o porta ferramentas, equipado com a ferramenta de corte interna na torre — item 2.5
Configurar a torre de seleção de raios — item 2.6 — de acordo com o tipo do perfil interno:
- Plano — Posicionar a torre na graduação 0 (zero) da seção posterior da escala.
- Anatômico — Posicionar a torre nas graduações da seção posterior da escala.
- Côncavo — Posicionar a torre nas graduações da seção anterior da escala.
Configurar o boleador — item 2.7 — de acordo com o tipo de movimento:
- Plano — Travar o boleador na posição 0 (zero) da escala de graus.
- Abaulado — Liberar o boleador para a movimentação circular.
Selecionar a velocidade na controladora — item 1.2
Ligar o motor.
Utilizar os volantes longitudinal (x-axis) e transversal (y-axis) para movimentar a ferramenta — item 2.8
Aproximar a ferramenta de corte até tocar a superfície interna do aro.
Tornear até regularizar a superfície interna.
Aferir o diâmetro interno do aro.
Tornear até o diâmetro interno desejado da aliança.
Operação para moldar nos formatos cilíndrico plano ou abaulado, abrir canal, fazer chanfros, reduzir o diâmetro externo e ou a espessura desejada do aro.
Para as operações de usinagem, seguir a sequência de configuração dos dispositivos do equipamento — seção 2. As diferenças residem basicamente no acoplamento dos acessórios.
Passo a passo:
Acionar a trava do eixo — item 2.1
Acoplar o porta pinça macho — item 2.2
Encaixar a pinça interna — item 2.3
Inserir o aro.
Ajustar o sistema pressor para prender o aro — item 2.4
Acoplar o porta ferramentas, equipado com a ferramenta de corte externa na torre — item 2.5
Configurar a torre de seleção de raios — item 2.6 — de acordo com o tipo de perfil externo:
- Plano — Posicionar a torre na graduação 0 (zero) da seção posterior da escala.
- Convexo — Posicionar a torre nas graduações da seção posterior da escala.
- Côncavo — Posicionar a torre nas graduações da seção anterior da escala.
Configurar o boleador — item 2.7 — de acordo com o tipo de movimento:
- Plano — Travar o boleador na posição 0 (zero) da escala de graus.
- Abaulado — Liberar o boleador para a movimentação circular.
- Angular — Travar o boleador no ângulo desejado da escala de graus.
Selecionar a velocidade na controladora — item 1.2
Ligar o motor.
Utilizar os volantes longitudinal (x-axis) e transversal (y-axis) para movimentar a ferramenta — item 2.8
Aproximar a ferramenta de corte até tocar a superfície externa do aro.
Tornear até regularizar a superfície externa.
Aferir a medida da espessura do aro.
Tornear até o diâmetro externo e ou espessura desejada.
4. Ajustes da Ferramenta
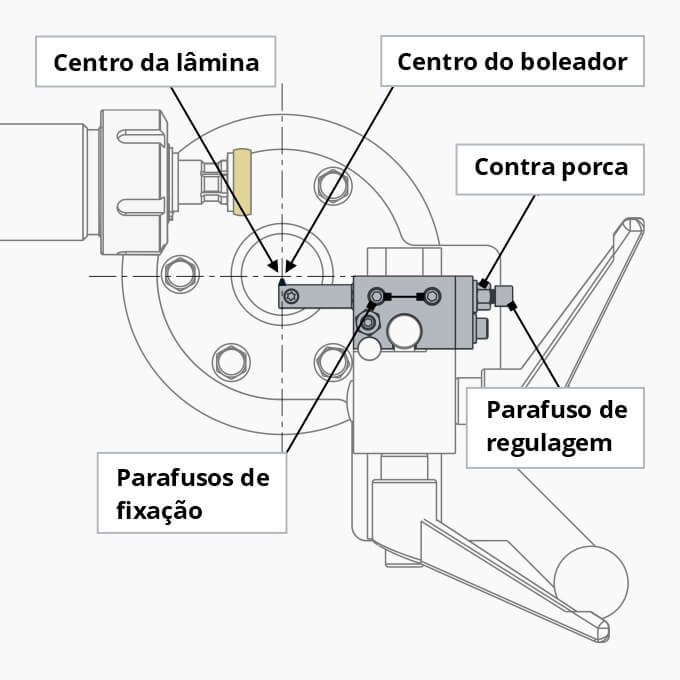
O rendimento de corte e obtenção do acabamento estão condicionados a regulagens adequadas de centro de corte e altura de centro, feitas no porta-ferramentas.
Quando a ferramenta cortar bem apenas para um sentido de direção, é sinal que o centro da lâmina de corte está desalinhada com o cento geométrico do boleador.
Soltar os dois parafusos de fixação da ferramenta.
Soltar a contra porca para liberar o parafuso de regulagem.
Girar o parafuso de regulagem no sentido:
- Horário — Para avançar a ferramenta.
- Anti-horário — Para recuar a ferramenta.
Durante o ajuste, pressionar a ferramenta contra o parafuso de regulagem para ela acompanhar o movimento de avanço ou recuo.
Alinhar o centro da lâmina de diamante policristalino com a linha de centro transversal da base do boleador.
Ao concluir a regulagem, apertar a contra porca e os parafusos de fixação da ferramenta.
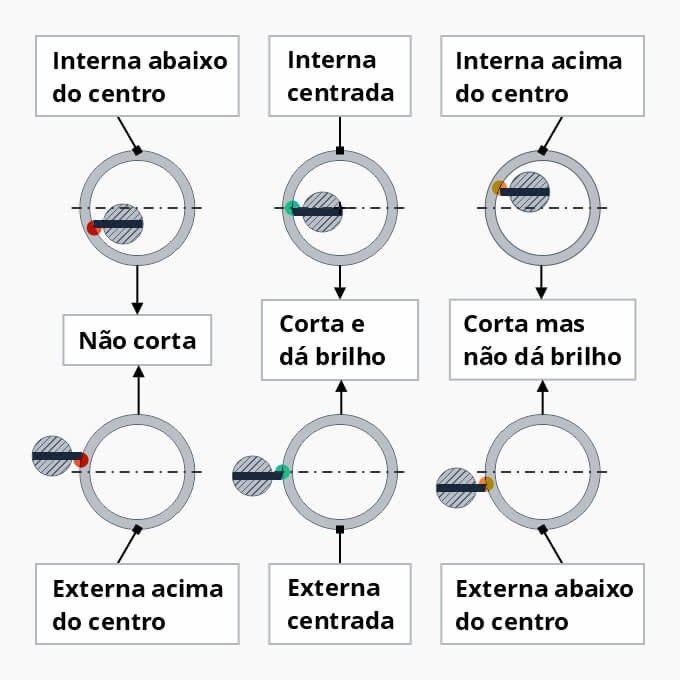
Quando a ferramenta não cortar bem, é sinal que pode estar com a altura de centro desregulada.
As ferramentas se comportam de forma inversa entre si, e entre as superfícies interna e externa do aro.
Verificar o rendimento de corte:
- Não corta — Ferramenta Interna está abaixo do centro — Ferramenta externa está acima do centro.
- Corta mas não dá brilho — Ferramenta Interna está acima do centro — Ferramenta externa está abaixo do centro.
- Corta perfeito — Ferramenta centrada.
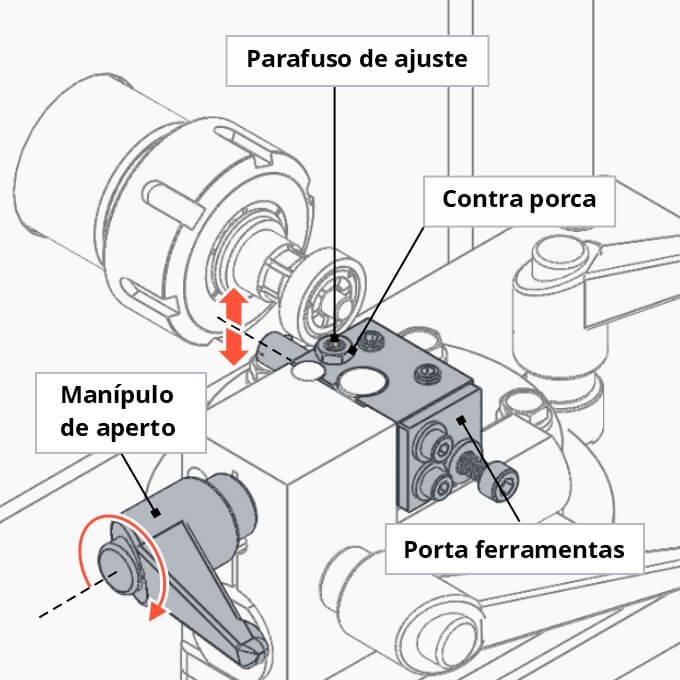
Liberar o manípulo de aperto (laranja) frontal da torre para ajustar a altura de centro.
Utilizar uma chave fixa de 8 mm para soltar a contra porca do porta ferramentas.
Utilizar uma chave allen de 2.5 mm para girar o parafuso de ajuste no sentido:
- Horário — Subir o corte.
- Anti-horário — Descer o corte.
A regulagem deve ser de aproximadamente 1/4 (um quarto) de volta do parafuso, para cima ou para baixo.
Ao concluir, apertar a contra porca do porta ferramentas e travar o manípulo de aperto (laranja) frontal da torre.
5. Setup do Indicador
O indicador eletrônico de posição possui display LCD de 05 dígitos e teclado em poliéster para a configuração dos parâmetros.
Ligar:
Manter pressionado a tecla e então pressionar a tecla .
Desligar:
Manter pressionado a tecla por 3 segundos para entrar nas configurações. Utilizar as teclas ou para selecionar a opção RESET. Pressionar as teclas , e (em sequência), o display será desligado.
Pressionar 2x a tecla
Pressionar a tecla para alterar a unidade entre milímetro (mm), polegada (inch) ou grau.
Manter pressionado a tecla por 3 segundos para entrar.
Pressionar a tecla ou para selecionar o parâmetro desejado:
- diSPL (Display): Configura a orientação da tela.
Pressionar a tecla para entrar.
Pressionar as teclas ou para selecionar a opção 0º.
Pressionar a tecla para gravar.
- StEP (Passo): Configura o passo da rosca.
Pressionar a tecla para entrar.
Pressionar as teclas ou para selecionar a opção 8.00 (para dispositivo instalado no carro transversal y-Axis) e 4.00 (para dispositivo instalado no carro longitudinal x-Axis) .
Pressionar a tecla e depois para gravar. - rES (Resolução): Configura a resolução da medida mostrada na tela.
Pressionar a tecla para entrar.
Pressionar para adicionar 02 casas após o ponto.
Pressionar a tecla e depois para gravar.
O dispositivo utiliza uma bateria interna de lithium Cr2477-3.0V.
O símbolo aparece no visor quando a bateria precisa ser substituída.
Para substituir a bateria, remover os dois parafusos da tampa frontal utilizando uma chave Torx T6.
6. Manutenção e Conservação
A manutenção e conservação adequada do equipamento são pilares fundamentais para garantir não apenas a longevidade da máquina, mas também seu desempenho ótimo e segurança operacional.
Regularmente utilizar spray antigripante WD-40 nos eixos longitudinal e transversal do carro e pingar uma gota de Bardahl B12 na cavidade indicada do sistema pressor na máquina.
Realize a limpeza periódica dos componentes metálicos para prevenir oxidação e aplique o protetor Quimatic 30 nas superfícies que ficam expostas ao suor das mãos, bem como para o armazenamento do equipamento em ambiente úmido ou espaço fechado com pouca ventilação.